Case Background: The Stringent Power Requirements of Precision Manufacturing
A large biopharmaceutical company faced extremely high operational standards when expanding its sterile preparation workshop. Pharmaceutical production is not only a technical endeavor but also a compliance one. According to GMP (Good Manufacturing Practice) requirements, the temperature, humidity, pressure differential, and operating status of production equipment in the cleanroom must be monitored 24 hours a day.
Power, as the “heart” of all automated systems, is crucial; fluctuations or interruptions can not only lead to the spoilage of high-value pharmaceutical solutions but also potentially cause compliance audits to fail due to data loss. Therefore, the client needed an intelligent monitoring solution that could cover the entire factory and be precise down to the end-point power distribution branches.
Core Challenges: The Invisible “Power Risks”
At the beginning of the project, the factory faced the following three thorny challenges:
Environmental Interference and Installation Limitations: The electromagnetic environment inside pharmaceutical factories is complex, and the space in distribution cabinets is limited. Traditional bulky instruments are difficult to install, and a communication method with strong anti-interference capabilities is required.
Many monitoring blind spots: Traditional monitoring only extends to the transformer end, leaving the power consumption details of critical cleanroom air conditioning (HVAC) systems and cold chain storage equipment in a “black box” state.
Data compliance: Audits require power data to be real-time, accurate, and traceable. Relying on manual meter reading is not only inefficient but also prone to human error.
Solution: A Comprehensive Intelligent Monitoring System
To address the above challenges, we deployed a digital monitoring solution for the factory, centered on DIN rail-mounted smart meters:
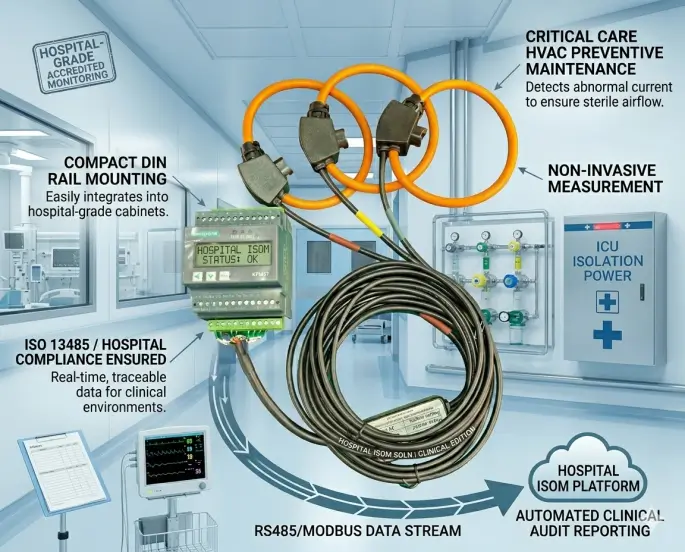
Compact DIN rail mounting: Standard din rail KPM37 wireless energy meter was selected. This design is directly embedded in the existing distribution box, eliminating the need for large-scale openings in the cabinet door, perfectly adapting to the compact electrical environment of a pharmaceutical factory.
High-precision data acquisition: The meters are connected via RS485 bus, acquiring voltage, current, active power, and power quality parameters in real time. For critical equipment in the sterile workshop, accurate metering of the end-point branches is achieved.
Industrial-grade stable communication: Utilizing the Modbus protocol, all data is aggregated to a gateway and then uploaded to the monitoring platform via the factory’s existing LAN. Even in complex electromagnetic environments, data transmission continuity is ensured, meeting the original record requirements for compliance audits.
Real-time early warning mechanism: The system is equipped with current threshold alarms. Once a critical air conditioning unit experiences abnormal current fluctuations, the system automatically sends a notification to maintenance personnel, allowing for intervention and maintenance before a failure occurs.
Project Results: From “Reactive Maintenance” to “Proactive Management”
Six months after the system went live, the pharmaceutical factory achieved significant benefits:
1. 100% compliance audit satisfaction: All energy consumption data automatically generates reports with accurate timestamps, fully complying with GMP traceability requirements for production environment monitoring and easily passing on-site inspections by drug regulatory authorities.
2. 15% reduction in energy costs: Through data analysis, the factory discovered operational vulnerabilities in the air conditioning system during non-production periods, optimized the group control strategy, and saved considerable electricity costs annually.
3. Eliminating Downtime Risks: During operation, the system successfully detected a potential centrifuge motor overload, preventing a potential unplanned shutdown and saving millions of dollars worth of production batches.
4. Improved Operational Efficiency: Digital management replaced manual meter reading and inspections, allowing maintenance personnel to monitor the entire plant’s power status in real time via mobile phone or computer.
💡 Advice for Readers
Energy management in the pharmaceutical industry is not only about saving money, but also about safety and compliance. If you are facing similar renovation or audit pressures, we recommend prioritizing high-precision, easily integrated DIN rail mounting solutions. This minimizes renovation costs while obtaining the most complete data chain.