Against the backdrop of global manufacturing transformation, the textile industry is facing unprecedented energy cost pressures and carbon neutrality challenges. As a traditionally energy-intensive industry, energy costs for textile companies are often second only to raw material costs. How to achieve a shift from “blind energy consumption” to “precise control” through deep integration of iot smart energy meters and energy management systems (EMS) has become a core element for companies to enhance their competitiveness.
Core Pain Points of Energy Consumption In the Textile Industry
The textile production process encompasses multiple stages, including spinning, weaving, dyeing, and finishing. Its energy consumption has the following characteristics:
Multiple Energy Sources: In addition to electricity, the production process also consumes large amounts of steam, compressed air, and water.
Equipment Dense: Workshops often contain hundreds or thousands of looms or spindles, and the differences in individual energy efficiency are difficult to monitor manually.
Large Load Fluctuations: Different orders and different materials (such as cotton and polyester) place different demands on equipment parameters, leading to frequent fluctuations in energy efficiency levels.
Traditional management models rely on manual, periodic meter readings. This “post-event summary” approach fails to detect instantaneous energy efficiency losses during production.
Smart Meters: The “Nerve Endings” of Energy Management
Smart meters are no longer just billing tools; they are sensors for the energy internet. Unlike traditional meters, industrial-grade smart meters can collect multi-dimensional power parameters in real time.
1. Deep Data Acquisition
Beyond basic electricity statistics, smart meters can monitor current fluctuations, power factor, and harmonic content. In the spinning process, by monitoring the current spectrum of the spinning machine motor, the system can predict bearing wear or belt slippage, shifting from “post-event maintenance” to “predictive maintenance.”
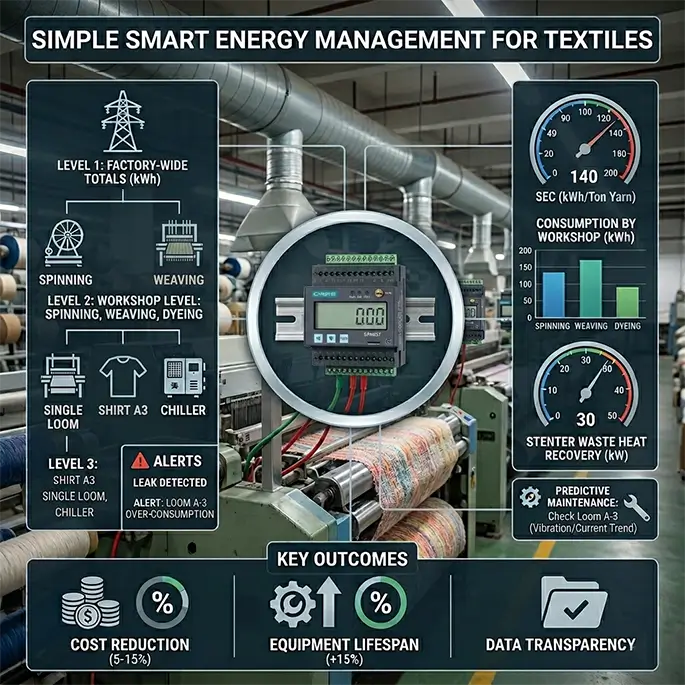
2. Granularity Refinement: A Hierarchical Metering System
Plant Level (Level 1): Monitors the total load of the entire plant and analyzes the electricity consumption ratio under peak, flat, and off-peak electricity prices.
Workshop Level (Level 2): Independently calculates the costs of each stage of spinning, yarn spinning, weaving, and dyeing.
Equipment Level (Level 3): Dedicated files are created for high-energy-consuming equipment (such as chillers, air compressors, and setting machines).
Core Value of Smart Meters:
Parameter Monitoring: In addition to electricity consumption, smart meters can collect current, voltage, frequency, and harmonics to help determine if a motor is overloaded or in a sub-optimal state.
Abnormal Alarms: When the current of a piece of equipment suddenly increases, it may indicate mechanical wear or insufficient lubrication, and the system can automatically issue a warning.
Core Functions of the Energy Management System
If smart meters are the “eyes,” then the EMS system is the “brain.” It transforms massive amounts of underlying data into visualized management indicators.
1. Energy Efficiency Benchmarking and Analysis
The EMS can interface with production data in the ERP (Enterprise Resource Planning) system to calculate key indicators—Energy Efficiency per Unit Product (SEC).
For example: How many kilowatt-hours of electricity are consumed to produce one ton of yarn or ten thousand meters of fabric? By comparing the SEC of different shifts and time periods, management can quickly identify inefficient processes.
2. Compressed Air Management
In the weaving workshop, compressed air energy consumption accounts for a significant portion. The EMS (Energy Management System) integrates flow meters and electricity meters to calculate the air-to-electricity ratio of the air compressor station in real time. If a decrease in air production is detected while electricity consumption remains unchanged, the system will immediately alert the system to the risk of pipeline leakage.
3. Demand-Side Response and Load Scheduling
Utilizing the flexibility of certain processes in textile production (such as preparation), the EMS can, based on real-time electricity pricing policies, recommend appropriately reducing non-core loads during peak electricity price periods, or utilize energy storage devices for peak shaving and valley filling, directly reducing electricity costs.
Case Application: Thermal-Electric Synergy in Dyeing and Finishing
Dyeing and finishing is the link in the textile chain with the greatest potential for energy efficiency improvement. By deploying intelligent metering modules on the stenter, the EMS can achieve:
Temperature and Energy Consumption Matching: Automatically analyze the optimal energy consumption curves for different fabrics during stenting.
Waste Heat Recovery Monitoring: Monitor the efficiency of the waste heat recovery system in real time to ensure that the heat exchange device is always in optimal operating condition.
Conclusion: Towards Dual Control of Energy and Carbon Efficiency
Energy management in the textile industry is no longer simply about “turning off lights when not in use,” but a profound transformation of production relations. By deploying smart meters to collect underlying data and utilizing EMS systems for strategy optimization, enterprises can not only directly reduce operating costs but also establish transparent, efficient, and sustainable core competitiveness in the digital age.
Key Terms:
SEC (Specific Energy Consumption): Energy consumption per unit of product.
IoT (Internet of Things): The foundation upon which smart meters connect to the system via communication methods such as Modbus, LoRa, Wi-Fi, or 4G.