In manufacturing, electricity costs are often the third largest core cost after raw materials and labor. With fluctuating energy prices and tightening environmental policies, reducing energy consumption has become a survival challenge many factories must face.
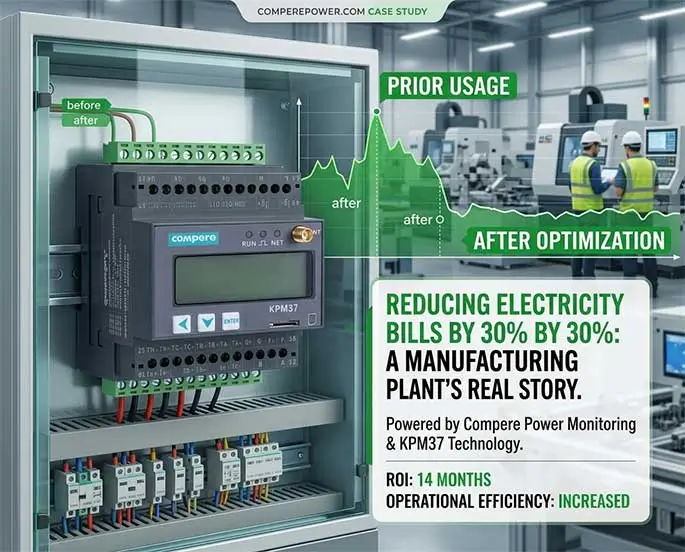
Today, we’re sharing a real-world case study of a medium-sized machine parts manufacturing plant. Through a 16-month systematic energy-saving renovation, the plant successfully reduced its overall electricity costs by 30%. Below is their true journey of simplifying operations and turning a profit.
Pain Point: The Persistently High Electricity Costs
This factory has three main production lines, equipped with large CNC machine tools, air compressors, cooling towers, and a 24-hour lighting system. Before the renovation, the factory’s monthly electricity expenses were exorbitant, and due to a lack of data, management only knew the total monthly cost was staggering, but couldn’t pinpoint which equipment was consuming the most electricity.
“In the past, we were like operating blindfolded,” the factory’s operations director admitted. “We knew there was waste, but we didn’t know where to cut the waste.”
The Three-Step Transformation: How Did They Do It?
Instead of blindly replacing all the expensive equipment, the factory adopted a three-step strategy: “data-driven, refined optimization, and equipment upgrades.”
1. Identifying the Culprit: Deploying Smart Meters and Energy Monitoring Systems
The factory first installed IoT smart meters on key workshops and high-energy-consuming equipment (such as air compressors and large machine tools).
Problem Discovery: The monitoring data shocked management. It turned out that the air compressor system was consuming 25% of the factory’s total energy, exhibiting a serious “overkill” phenomenon.
Unnecessary Consumption: The data also showed that during non-production weekends and lunch breaks, auxiliary equipment and lighting in some workshops were still operating at full power.
2. Low-Cost “Low-Hanging Fruit”: Optimizing Operations and Habits
Before purchasing new equipment, the factory quickly eliminated the first batch of unnecessary electricity costs by adjusting its management model.
Peak Shifting: Production schedules were readjusted, shifting some energy-intensive heat treatment processes to off-peak hours at night, directly reducing costs by taking advantage of the peak-valley electricity price difference.
Strict Intermittent Management: Strict equipment shutdown procedures were established. Machine tools enter standby mode during lunch breaks, and all lighting in non-working areas is turned off.
Air Circuit Leak Inspection: A plant-wide “leak detection and plugging” campaign was conducted on the air compressor system. Simply by repairing air leaks at pipe joints, air compressor efficiency improved by nearly 8%.
3. Core Technology Upgrades: Precise Investment in High-Return Projects
With the funds saved in the early stages and the support of data, the factory precisely invested its budget in the two upgrades with the highest return:
Air Compressor Variable Frequency Drive (VFD) Retrofit: Traditional air compressors can only operate at full power or idle. The factory introduced VFD air compressors, allowing their output power to be adjusted in real time according to actual air consumption, directly reducing the energy consumption of the air compressor section by 35%.
Complete LED Smart Lighting Replacement: The entire factory’s aging fluorescent tubes were replaced with industrial LED lights equipped with sensors, automatically adjusting brightness based on the workshop’s ambient lighting. This instantly reduced lighting electricity costs by 60%.
Results: The Chain Reaction of Cost Reduction and Efficiency Improvement
After 16 months of continuous optimization, the factory delivered impressive results.
Without impacting any production line output, the factory’s overall electricity expenses were reduced by 30%. This translates to a substantial annual saving in working capital. Even more encouraging for management was that, thanks to the precise strategy, the total investment in smart meters, frequency converter upgrades, and LED lighting was fully recovered (ROI) within 14 months through electricity cost savings.
In addition to long-term economic benefits, the factory’s carbon emissions also decreased significantly. This led to successful receipt of local government green energy-saving subsidies and high scores in green audits of major clients’ supply chains, winning more overseas orders.
Conclusion: A Path Every Factory Can Replicate
The success of this manufacturing plant demonstrates that reducing electricity costs by 30% is not a far-fetched science fiction story, nor does it require millions of dollars in upfront investment.
Its core logic lies in: first, identifying where waste is occurring through data analysis; second, eliminating waste through management optimization; and finally, precisely investing funds in high-return equipment upgrades. In an era of low profit margins in manufacturing, every penny saved in electricity costs directly translates into solid profits for the factory to withstand market risks.