Among the many pillars of light industry, food manufacturing is a highly automated industry that is crucial to people’s livelihoods and has extremely stringent requirements for the production environment. From dairy and meat processing to beverage bottling and baked goods production, modern food factories generally integrate a large number of cold chain equipment, heating and sterilization devices, high-speed packaging lines, and stringent air purification systems.
Unlike ordinary manufacturing industries, food manufacturing not only has a large total energy consumption but is also extremely sensitive to the continuity of electricity use and cost control—an unexpected power outage can cause an entire batch of raw materials to spoil in the pipelines. Therefore, refined energy consumption management is key for enterprises to squeeze out profits in fierce market competition. Against this backdrop, smart energy meters have become a core component for food manufacturing enterprises to achieve digital energy saving, ensure food safety, and optimize production processes.
Refined Energy Consumption Breakdown Throughout the “Cold and Hot Process Chain”
The food processing process cannot be separated from the control of “temperature,” which makes refrigeration units, sterilizers, ovens, and boilers the largest energy consumers in the factory. Traditional factories often only see monthly bills from the overall factory meter, unable to know the actual power consumption of each production line or even each process step.
By deploying smart meters (such as three-phase multi-functional digital display meters) at key process nodes, enterprises can refine power consumption data down to specific processes:
Cold chain high-energy consumption monitoring: Installing smart meters at the refrigeration unit end of raw material cold storage, quick-freezing tunnels, and finished product low-temperature warehouses allows for real-time monitoring of power consumption changes under different ambient temperatures, identifying “power leakage” caused by aging insulation layers or frequent door openings.
Heating and sterilization process comparison: For high-temperature instantaneous sterilization (UHT) equipment or baking lines, smart meters can record the power consumption curve for each batch of production, helping management assess the energy efficiency of equipment during preheating, operation, and insulation phases.
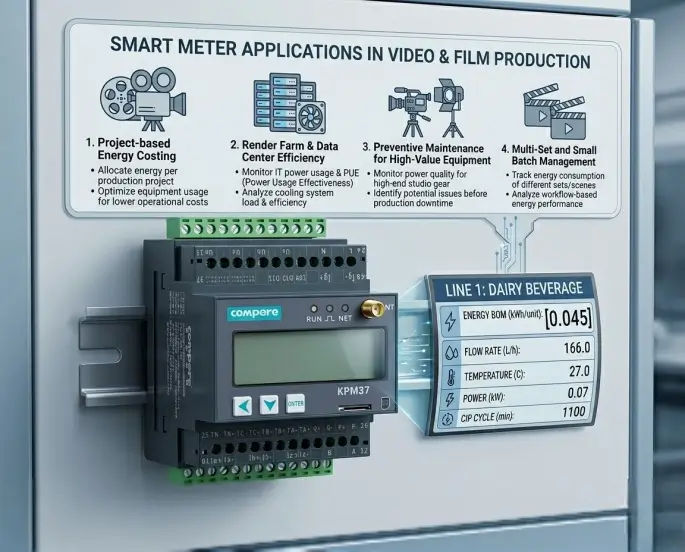
Establishing an individual product “energy consumption BOM” for accurate cost accounting
Food manufacturing typically involves multi-variety, multi-batch cross-production. Products with different formulas and packaging formats (such as canned, cardboard, and PET bottled) consume vastly different amounts of electricity per unit of output.
When smart meters are integrated with the Manufacturing Execution System (MES) and ERP systems of a food factory, electricity consumption data can be deeply integrated with order batches, output, and product categories to calculate the unit energy cost (BOM) for each bottle of beverage and each ton of dairy products.
Optimized Production Scheduling: Finance and production departments can clearly see which products have higher energy efficiency margins, allowing for more effective scheduling.
Process Feedback: If, during the production of the same type of biscuit, shift A consumes 15% more electricity per ton than shift B, management can use the power curve recorded by smart meters to trace whether this is due to shift A failing to shut down equipment in a timely manner when idle or improper heating temperature control, thus optimizing operating standards.
Power Quality Monitoring: Safeguarding Food Safety and Production Line Continuity
The food manufacturing industry is highly automated, with high-speed equipment such as blow molding machines, filling machines, and labeling machines extensively using frequency converters and servo drive systems. These machines inject harmonics into the power grid during operation, leading to a decline in power quality. Simultaneously, high-speed packaging lines are extremely sensitive to voltage dips.
Smart meters with power quality analysis capabilities act as “power guardians” for the production line:
Preventing Equipment Malfunctions: Smart meters can detect voltage fluctuations and harmonic distortion rates within seconds. If indicators exceed limits, the system will issue timely warnings, preventing filling machines from making counting errors, improper sealing, or accidental rejections due to power interference, thereby preventing safety hazards caused by poor food sealing.
Preventive Maintenance: Monitoring the current waveform of the refrigeration unit motor reveals three-phase imbalances or abnormally increased current, often indicating motor bearing wear or abnormal compressor load. Before equipment completely breaks down and causes cold storage temperatures to exceed limits, smart meters can send signals to remind maintenance personnel to perform preventative maintenance, preserving high-value food raw materials.
Reducing Auxiliary Energy Consumption by Coordinating with Clean In-Place (CIP) Systems
In food factories, “Civil In-Place (CIP)” systems for equipment and pipelines are essential for ensuring hygiene compliance. The cleaning process consumes large amounts of hot water and acid/alkali solutions, circulated by high-power pumps, resulting in a significant proportion of the factory’s total energy consumption.
Installing smart meters on the pumps and heaters within the CIP system allows for visualization of the cleaning process’s energy consumption. By comparing energy consumption under different cleaning formulas and rinsing times, engineers can optimize pump operating frequencies and cleaning cycles while meeting food hygiene and safety standards, minimizing non-productive auxiliary energy consumption.
Conclusion
In the food manufacturing industry, smart meters are no longer just hardware for electricity bill reimbursement; they are the digital eyes of enterprises for lean management, process improvement, and risk control. It transforms intangible energy consumption into high-frequency, precise data streams, helping food companies transform into green, low-carbon, low-consumption, and high-efficiency digital smart factories while ensuring food safety.